公司簡介 ABOUT
江蘇旭日重工裝備有限公司(原無錫旭日重工機械有限公司)位于江蘇省宜興市周鐵鎮,始建于1996年,占地面積18600㎡,廠房面積7000㎡,綜合辦公樓建筑面積2500㎡,注冊資金1000萬元,總資產3000多萬元,年銷售產值達6000多萬元。目前擁有員工100多人,各類生產設備80多臺/套,起重能力50多噸。此外,公司已通過ISO9001-2015質量管理體系認證及安全生.. 查看詳情+
產品展示 PRODUCT




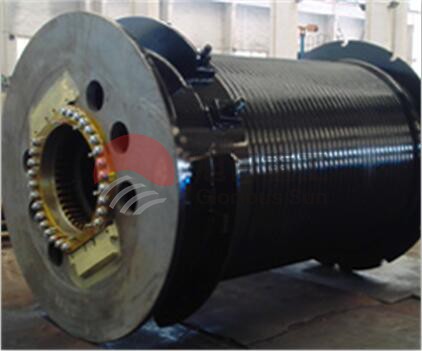



--查看更多+
加工設備 Processing & Equipments








配套項目 RESUITS
董事長致辭 CHAIRMAN DELIVERED A SPEECH
滿足顧客期待攜手共贏未來Meet Customers' Expectation And March Forward Hand in Hand董事長致辭: 以“誠者于心,信者于行”為企業精神,以“誠信、務實、創新、進取”為堅定不移的信..查看詳情+
榮譽資質 APTITUDE