


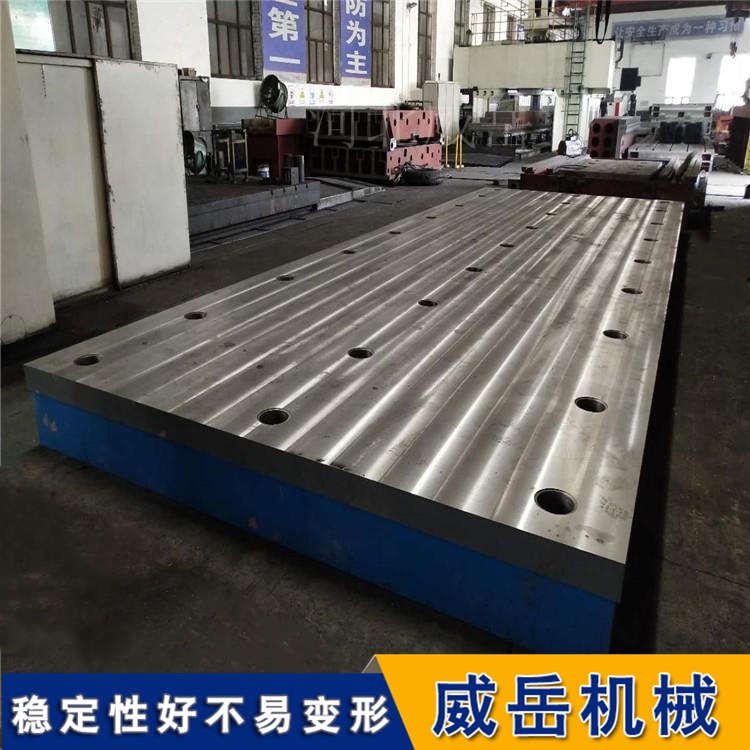



如何確定機床平臺的澆注位置及分型面?
機床平臺將箱體干口朝下,箱體底面朝上。分型面選擇在箱體底面上,將整個箱體放于下箱,造型位置與澆注位置是一致的。優點是下芯方便,芯頭在下面,砂芯穩定性好,便于檢驗壁厚。機床平臺缺點是澆注位置不太理想,因為箱體底部的大平面在上面,因此當壁厚比較薄時,容易出現澆不到現象。此外,機床平臺下箱高度較高,上箱高度較低。
機床平臺分型面取在下面開口處,將整個鑄件置于上箱內。優點是下芯方便,缺點是下芯后不能檢查壁厚,合箱也不方便。一般情況很少選擇此方案。如果箱體高度比較高,形狀比較復雜,在手工生產的條件下,與上述情況不同,箱體開口向上,機床平臺分型面選擇在箱體上面,將整個鑄件放在下箱內,砂芯吊在上箱。優點是澆注位置符合要求,鑄件質量容易得到保證。缺點是操作麻煩。這種方案一般在機床平臺鑄件質量要求較高、采用手工造型的情況下采用。當采用上述機床平臺澆注位置和分型面的方案,而又不采取吊芯方法時,就須借助于芯撐將砂芯固定在下箱內。
盡量降低機床平臺鑄型高度型面通常選在鑄件的大截面上,應使砂箱不致過高。如果采用大型托架機床平臺鑄件的分型方案則下箱高度較大。高砂箱造型困難,填砂、緊實、起模、下芯都不方便。手工造型時,大型鑄件一般選用多分型面,即采用多箱造型,以控制每節砂箱的高度,大型托架鑄件分型面的選擇
其不致過高。不僅降低了鑄型高度,節約型砂,而且還能減輕勞動強度。
機床平臺多觸頭高壓微震造型機。高壓造型機是20世紀60年代發展起來的,機床平臺尺寸精度高、表面粗糙度值低,粘土砂造型機,它具有生產率高等優點,目前仍被廣泛使用。機床平臺高壓造型機通常采用多觸頭壓頭,并與氣動微震緊實相結合,故稱為多觸頭高壓微震造型機。其特點是型砂緊實度均勻。
無造型機工作原理造型室由造型框及正、反壓板組成。正、反壓板上有模樣。封住造型室后,由上面射砂填砂,再由正、反壓板兩面加壓,緊實成兩面有型腔的型塊(見圖10-36a)。然后反壓板退造型室并向上翻起讓出型塊通道。機床平臺接著壓實板將造好的型塊從造型室推出且一直向前推,使其與前一塊型塊推合,同時還將整個型列向前推過一個型塊厚度的距離)。隨后壓實板退回,反壓板放下并封閉造型室,進人另一個造型循環。http://www.chinaweiyue.com/
從上述分析可知,機床平臺這個方案雖然存在一定的缺點,但是有突出的優點,不論是機床平臺手工造型還是機器造型此方案都是合適的。如果箱體高度較高,為了減小下箱高度,可以將分型面取在箱體高度方向的1/2或1/3處,這種造型方法的特點是:型塊的兩面都有型腔,機床平臺鑄型由兩個型塊間的型腔組成,分型面是垂直的;連續造出的型塊互相推合,形成一個很長的型列;澆注系統設在垂直分型面上:用射壓方法緊實的砂型,型塊緊實度高而且均勻;由于型塊之間相互推緊,因此在型列的中相當于一個鑄型,生產率很高。
聯系人威岳機械謝女士15350773479
 登錄后方可查看聯系方式
登錄后方可查看聯系方式